Clean Air Guide
Introduction
 |
The Scrubber material should not be exposed to strong oxidising agents. Please read the COSHH for the hydrocarbon Scrubber for materials and chemical compatibility.
|
The Scrubber Unit generally houses two types of adsorbents to clean and dry the internal gas flow. The first is activated carbon (Hydrocabron trap) which reduces the internal hydrocarbon to 0.1ppm methane. The second, a molecular sieve, is used to dry the air flow to a suitable and stable level. Dependent on application each Scrubber can house a pre-defined ratio / type of adsorbent to generate the most favourable internal environment for target analyte detection.

Figure 26 -CAD of scrubber unit
Scrubber Modes of Operation
The Lonestar Scrubber has three modes of operation, these are:
A) Re-circulation
B) Venting
C) Clean blend gas
Re-circulation
In re-circulation mode sample is pulled through the sample inlet and through the sensor head passing through the Scrubber before being blended with fresh sample air. In this mode the air in the Lonestar is being continuously re-circulated through the Scrubber with only a very low flow of outside air being drawn through the sample inlet. This produces a very clean and dry sample and also extends the life of the Scrubber. However the flow rate into the sample inlet is very low and not well defined. To set the instrument to operate in this mode, ensure that the gas re-circulation button on the settings screen is turned on.

Figure 27 - Lonestar re-circulation mode
In Re-circulation mode a small amount of sample will come out of the Scrubber Vent.
| |
A separate line should be made ready to connect to the Scrubber Vent. This line should be checked for chemical compatibility and it is recommended that it is exhausted to a hydrocarbon trap or to a fume hood.
|
Venting mode
In Venting mode, air is drawn through both the inlet of the Scrubber Unit and sample inlet to be blended together into the sensor head before being exhausted via the Lonestar exhaust. To operate in this mode ensure that the gas re-circulation button on the settings screen is turned off.
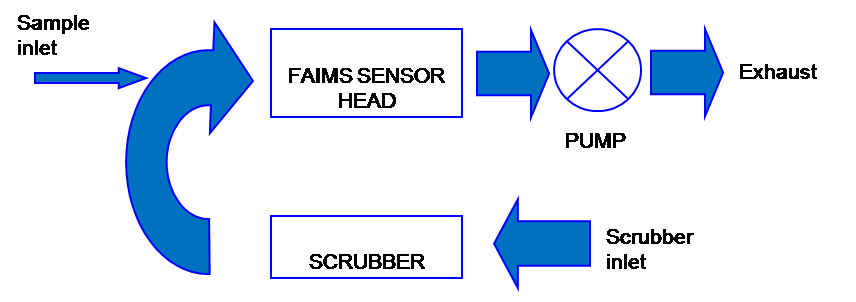
Figure 28 -Lonestar Venting mode
Clean blend gas mode
Clean blend gas mode is similar to venting mode but with a clean gas supply such as nitrogen boil off or a pre-filtered air supply. To operate in this mode ensure that the gas re-circulation button on the settings screen is turned off. The bottle/compressor supply of clean dry air is purged through the Scrubber headspace by the pump to generate a clean dry headspace. Operating in this mode increases the Scrubber lifetime indefinitely.
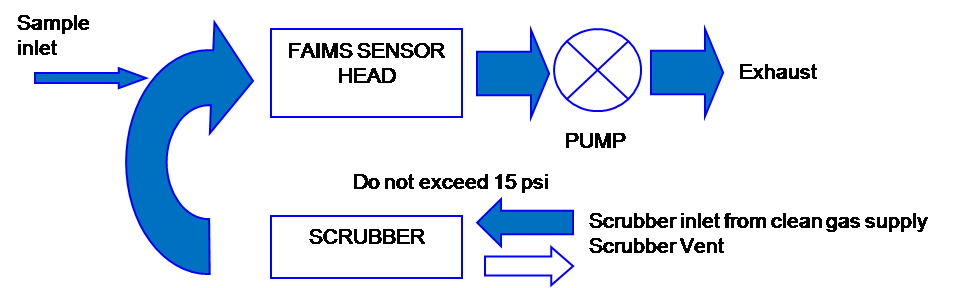
Figure 29 - Lonestar clean blend gas mode
Note that the Scrubber exhaust should always be open to atmospheric pressure for the Clean blend gas mode to work correctly. During setup it is recommended that the gas supply to the Scrubber is increased until there is a small flow (0-100ml/min) coming out of the Scrubber Vent
Choice of Scrubber unit
To help in the decision as to what Scrubber unit is best suited for a certain application it is recommended that the Owlstone support team be contacted, where they would be happy to discuss and suggest the most appropriate Scrubber for the stated application
Changing the Scrubber Unit
| |
Do not operate or adjust any part of the Scrubber unit whilst the unit is powered on, or connected to any gas lines. If positive pressure is being used ensure that the Scrubber air vent is always OPEN
|
The Scrubber is situated at the back of the Lonestar system
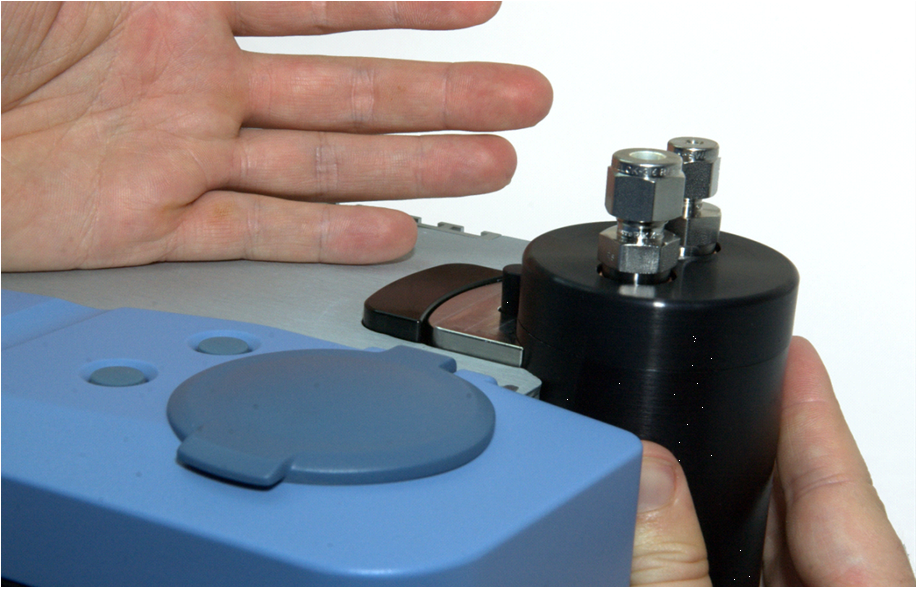
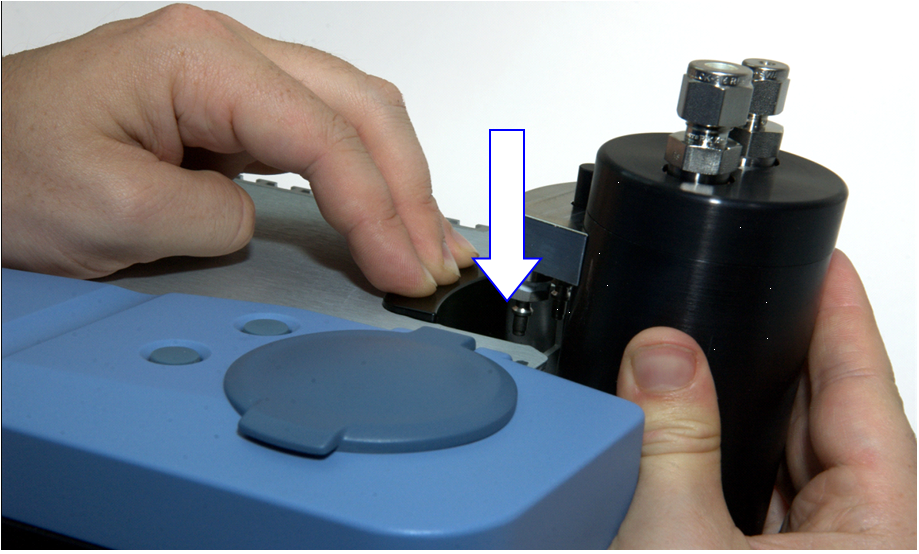
To remove the Scrubber press firmly the release button and lift the scrubber out
Important: When changing the Scrubber unit be sure to reset the Scrubber Lifetime button on the Lonestar software
To replace the Scrubber press the Scrubber button firmly
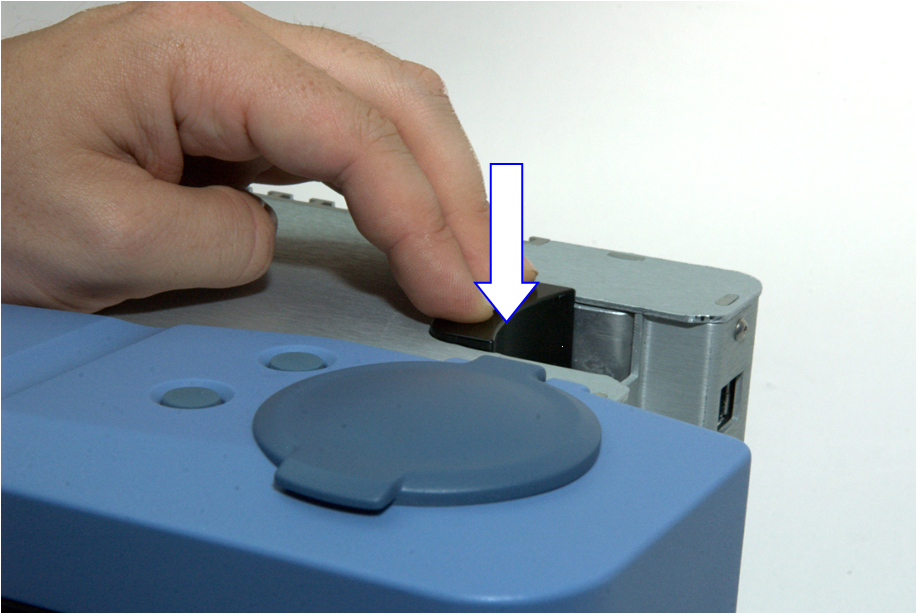
Insert new Scrubber whilst continuing to hold button down

Release button, to check if the Scrubber is fitted correctly ensure the button has returned to its original starting position and the Scrubber is firmly in place.
Do not operate the Lonestar without the Scrubber unit
Scrubber lifetime
The lifetime of the Scrubber is dictated by the time it takes for breakthrough to occur on the adsorbent bed(s). The Lonestar software has a Scrubber Lifetime indicator it is suggested that every 20 days that checks are made to confirm if breakthrough has occurred.
Check for unknown contamination peaks, as the presence of these peaks indicate breakthrough on the activated carbon bed.
Comments
Please sign in to leave a comment.